Earlier this year my father lost his battle with cancer and passed away at the age of 61. Dad was sick for several years – it was 4 years ago in late summer when he was diagnosed with kidney cancer. There was a 12 cm tumor (4.75”) on his kidney. Doctors removed the tumor and kidney and thought all was well. But a few months later spots started showing up on the CT scans – and the dreaded M word – the cancer had metastasized. Numerous treatments were tried: surgery, immunotherapy, new cancer fighting drugs. They all worked to a certain extent by slowing the cancer down. But as time travelled on you could see the effects of the cancer spreading.

Herman 1961 – 2023
Last fall I was there to help him finish getting his 1988 Dodge Power Ram back together. He took apart the truck to fix some leaking exhaust manifolds and to do the brakes. He couldn’t get it back together. That’s when I saw it for the first time. It was the beginning of the end. Never before did I see my Dad unable to finish a project. Dad was always able to fix anything – I watched him fix things for 38 years.
Over the last year I had to step away from most of what I was doing to be there for Dad. I was there for the scans, appointments, and the surgeries. I was there to talk, laugh, cry, and to watch YouTube videos. We talked about pain. We talked about heaven. We talked about Jesus. We talked about the airplanes and the airplane he wanted to build in his retirement. We talked about the next VW project on his list. As the year continued to progress Dad was more and more fatigued. Near the end one look at Dad’s face communicated his situation. No longer the look of determination, but one of tiredness. Dad was sick of fighting. His doctor told him after the drug he was on stopped working, there was little they could do. A few weeks after that news Dad left this world.
The last 2 years have been very tough. My wife’s mother also passed away from a sudden diagnosis of cancer at the age of 63. It hasn’t been easy. My wife and I had to juggle our responsibilities as parents with young children, working, caring for sick parents and now and providing help to widowed parents. It has been stressful. I’ve tried to deal with stress in a positive manner. I stepped away from non-essential work (unfortunately this blog and associated content falls in the non-essential category). Spiritually and mentally, I have leaned heavily on my Christian worldview to sort out all the dissonance witnessing such suffering causes. Physically I’ve turned to cycling – a positive blessing in this dark valley. I have been regularly on the bike – time alone outside to think, reflect, and focus.
It’s not that long ago that Dad passed away. But as I reflect, my life was blessed by a loving father. I am thankful for that. I know all people don’t experience this blessing. I regularly pray for fathers in this world. I pray that Godly men will stand up, take ownership, be responsible, and love their children as they are called to do. It made a huge impact on my life, and it continues to impact my children’s lives.
Dad always looked forward to a new workshop project, a new blog post, or a new YouTube video. He loved the story aspect of it all. Dad’s finished projects, whether it was a VW Beetle, or a new handmade lunch pail told a story of a craftsman using his skill to make something. And the creative ability and need for man to continue to make something is as old as the day humans stepped foot on this earth. I think it’s fitting to continue and keep telling a story here on this blog. And in the end ultimately, this is the Master Creator’s story. We all are created Imago Dei, hence our ability to create, and why it brings us such joy.







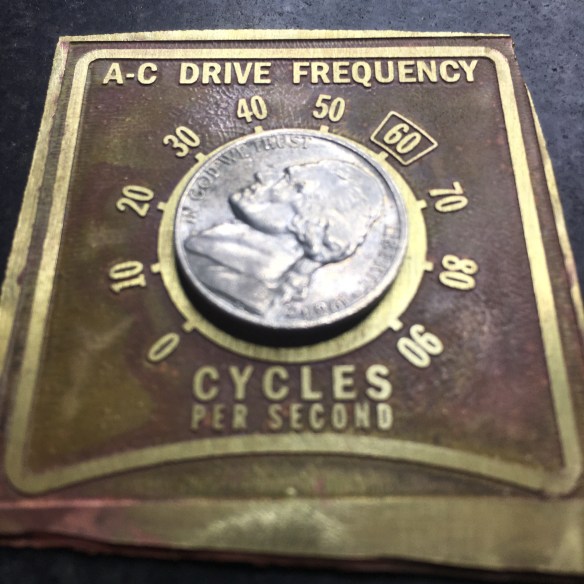
 It was confirmed. This machine was made with ISEL components and I also now had an approximate date of manufacture. All the components say made in West Germany. That gives you a good idea when this machine was made: early 1990s. I suspect Torcam started importing these machines and selling them. I don’t know what control they shipped with it (did they make their own?) but the hardware was ISEL made.
It was confirmed. This machine was made with ISEL components and I also now had an approximate date of manufacture. All the components say made in West Germany. That gives you a good idea when this machine was made: early 1990s. I suspect Torcam started importing these machines and selling them. I don’t know what control they shipped with it (did they make their own?) but the hardware was ISEL made.

 Setting up LinuxCNC was a simple as wiring up the Mesa interface board, installing LinuxCNC on an older computer and running the configuration wizard. You need to be careful to enter the information into the wizard properly. I entered everything carefully and once done I ran LinuxCNC and moved the table around. I used stock drive timings for the KL4030 that were directly out of the wizard.
Setting up LinuxCNC was a simple as wiring up the Mesa interface board, installing LinuxCNC on an older computer and running the configuration wizard. You need to be careful to enter the information into the wizard properly. I entered everything carefully and once done I ran LinuxCNC and moved the table around. I used stock drive timings for the KL4030 that were directly out of the wizard.














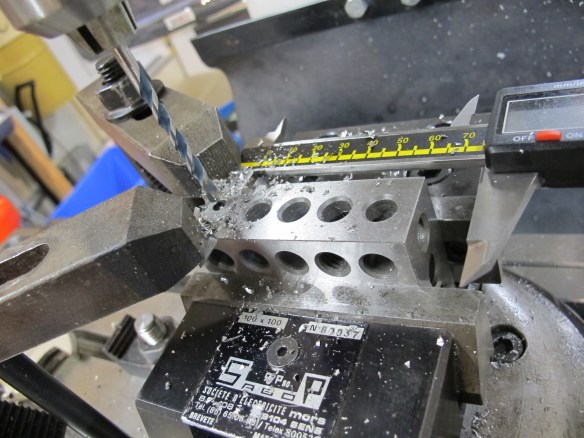
 The clamps are designed for 3/8 cap screws. I then made up a shop drawing for the clamps:
The clamps are designed for 3/8 cap screws. I then made up a shop drawing for the clamps:
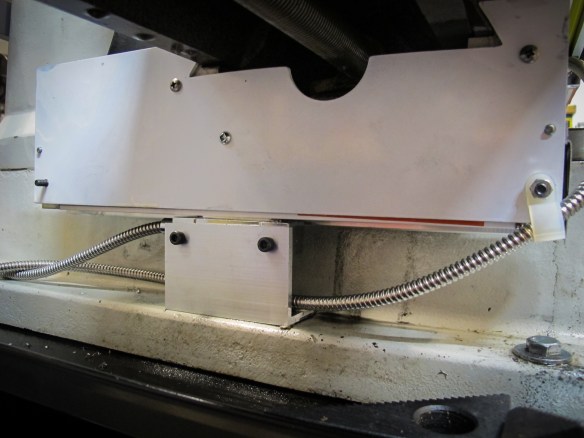
 The nuts aren’t shown on the end of the feedscrew but you can see where the assembly is constrained for axial movement – at the right side on a shoulder machined into the feedscrew itself and on the left side the inner bushing of the dial. These are just 2 plain bearing surfaces – and they weren’t machined the best to begin with. No wonder it wasn’t the best!
The nuts aren’t shown on the end of the feedscrew but you can see where the assembly is constrained for axial movement – at the right side on a shoulder machined into the feedscrew itself and on the left side the inner bushing of the dial. These are just 2 plain bearing surfaces – and they weren’t machined the best to begin with. No wonder it wasn’t the best!


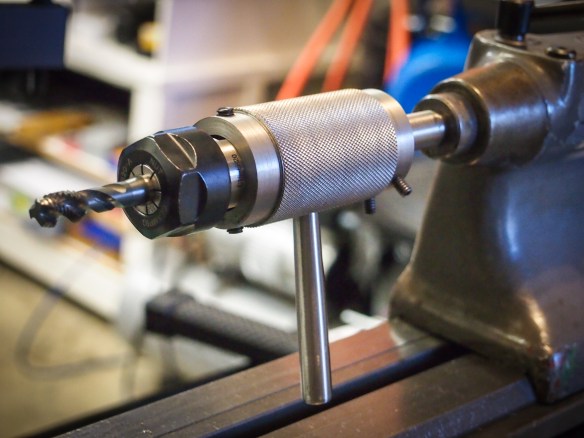 A few months ago I decided I had enough with using my traditional die holder in the lathe and set out to make a proper sliding die holder. It is a very good beginner project that is straightforward to make and also is one that is exceptionally useful.
A few months ago I decided I had enough with using my traditional die holder in the lathe and set out to make a proper sliding die holder. It is a very good beginner project that is straightforward to make and also is one that is exceptionally useful.

 About 6 months ago I purchased a digital readout off eBay for the Rong-Fu mill drill. Originally I had planned to purchase either iGaging scales or standard import calipers and utilizing a tablet based DRO. Once I started looking at prices however I was shocked to find that for less than the price of either the iGaging scales or the import calipers I could have a full blown 2 axis DRO complete with proper glass scales.
About 6 months ago I purchased a digital readout off eBay for the Rong-Fu mill drill. Originally I had planned to purchase either iGaging scales or standard import calipers and utilizing a tablet based DRO. Once I started looking at prices however I was shocked to find that for less than the price of either the iGaging scales or the import calipers I could have a full blown 2 axis DRO complete with proper glass scales.